Соты активированного угля
US $15.00

Поделиться:
| Месяц | Минимальная цена | Макс. стоимость |
|---|---|---|
| Aug-17-2025 | 1449.23 $* | 1478.35 $* |
| Jul-17-2025 | 1175.20 $* | 1199.7 $* |
| Jun-17-2025 | 1426.91 $* | 1455.75 $* |
| May-17-2025 | 1415.59 $* | 1443.98 $* |
| Apr-17-2025 | 1130.52 $* | 1153.73 $* |
| Mar-17-2025 | 1392.81 $* | 1420.77 $* |
| Feb-17-2025 | 1381.17 $* | 1409.28 $* |
| Jan-17-2025 | 1369.32 $* | 1396.9 $* |
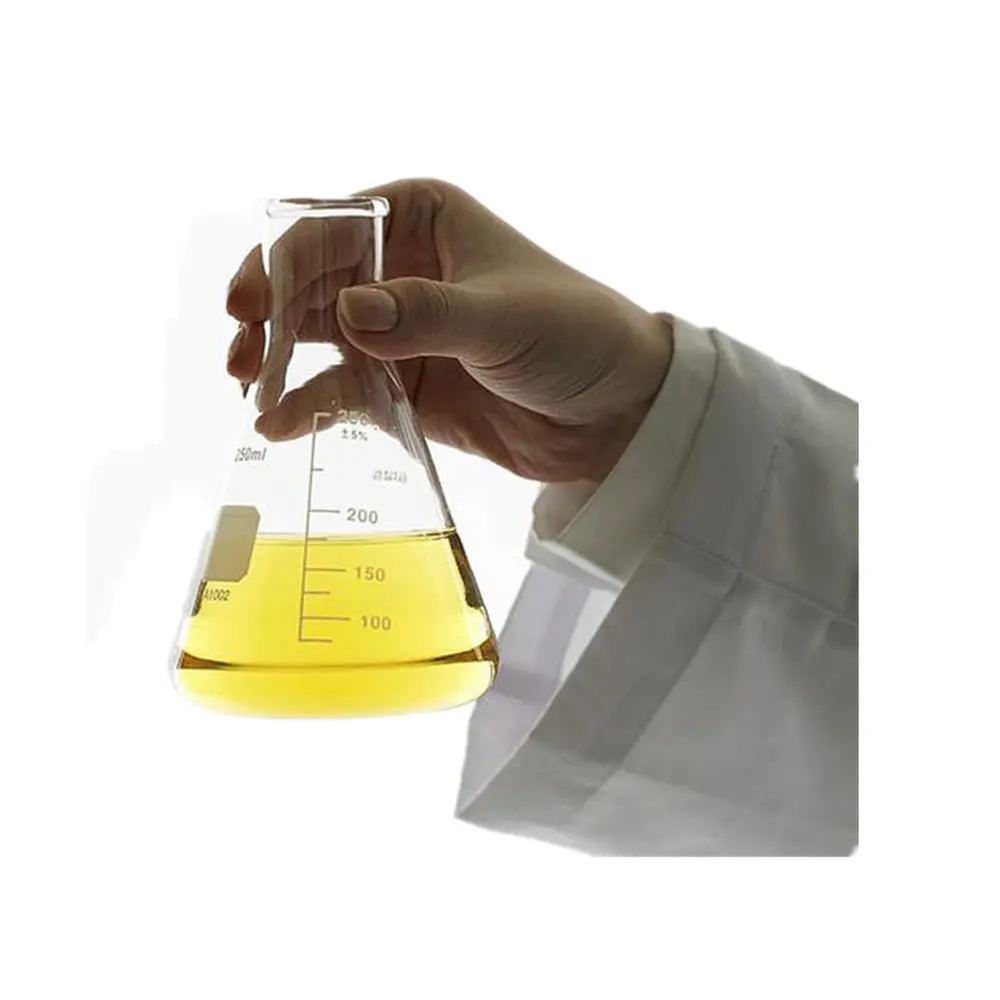
VCI-701(A)Copper And Copper Alloy Hydrogen Peroxide Polishing Solution
1. Suitable for environmentally friendly chemical polishing treatment of brass, red copper and other copper alloy materials.
2. This product does not contain nitric acid, hydride and other harmful, toxic substances. No phosphorus, low COD, low total nitrogen. Environmental protection and smoke free.
3. It can quickly and effectively remove the oxide and slight burr on the surface of copper. Not only can guarantee the smooth gloss of the polished surface, but also has certain anti-oxidation effect without damaging the base material.
4. It can effectively solve the problems of conventional pickling, chromic acid polishing, corrosion, heavy smog, affecting workers' bodies and polluting the environment.
5. Super polishing power: the traditional strong acid rust remover often forms an interface on the metal surface after rust removal and leaves traces. This product is weakly acidic. It contains very effective special surfactants. It can quickly remove the oxidation rust spots evenly from the workpiece, leave no trace and make the workpiece as bright as before.
6. Using with copper passivation solution VCI-517 can keep for a long time without oxidation and discoloration.
7. Easy to use: soak, good adaptability to water, easy to use
A. Operation and technological process

1. According to the product requirement and equipment condition, can choose the most simple and effective operation process.
2. Pretreatment: according to the processing status of the workpiece to remove oil, wax, etc., to ensure the surface clean. If the surface of the workpiece is clean, can omit this operation.
3. Clean and rinse twice and polish directly.
4. The tank shall be thoroughly cleaned when the first bath is built or polishing fluid is replaced. After the polishing tank is cleaned, the remaining water in the tank shall be wiped away. Prevent impure liquid, keep the original liquid used, do not participate in any other substances.
5. Polishing: the processed workpiece should be completely immersed in the polishing solution. Immersion time is 60~300s.
6. Proportion of the polishing solution:
SanCy701(A) : H2O2(50%VOl) : allowance for water
3~5% 30%
SanCy 701(A)recommendation | |
operating mode | soak |
working concentration | 3~5% Vol |
processing temperature | 20~50℃ |
processing time | 60~300s |
7. Rinsing: the rinse water can be either tap or pure water, can not choose well or other sources of water.
8. Stripping: soak with VCI-701 (B) of 10%Vol or with 5% dilute sulfuric acid for 10~30S.
9. Passivating: after polishing, the product shall be passivated (copper alloy passivating liquid VCI-517) to maintain the long-term bright effect of the product.
10. Drying: the polished and passivated workpiece can be centrifuged to dry. Drying temperature is about 65 ~ 80℃, it is recommended not to exceed 100℃.
11. Notes: the processed workpiece should be immersed in the polishing tank. If single product is small, need to turn over the product.
B. Maintenance and analysis:
1. Do not bring alkaline substances and other chemicals into the polishing tank. Do not to bring water into the polishing tank to maintain the working life of the polishing fluid.
2. Do not polish with mixed materials (such as iron, aluminum, carbon steel). The mixture is easy to cause liquid contamination and failure.
3. The pH of the rinse tank before polishing should be controlled between 6~7, in order to avoid affecting the pH value stability of the polishing solution.
4. The cleaning agent should be rinsed thoroughly after pretreatment to avoid contamination of polishing solution caused by residue of cleaning liquid.
5. Check the pH value regularly. The pH should be kept within the normal range.
C. Consumption advice
1. Consumption is determined by taking out. In a rough surface, the heavier oxidation of the processed workpiece, the higher chemical reaction consumption.
2. When dealing with the workpiece with complex structure (such as groove, blind hole, etc.), it is recommended to drain and control the amount of belt out after polishing.
D. Common problem
Problem | Reason | Solution |
Partial yellowing of workpiece surface | a) Watermark residual b) Dirty cleaning, oil residue c) The rinsing tank is dirty and oily d) Sweat stain residual | a) Air gun blow-dry, re-dry, or slow pull dry. b) Extend the cleaning time or increase the concentration of cleaning agent. c) Timely replacement of the water in the flushing tank, using multi-channel overflow flushing d) After cleaning the product should be handled with gloves. |
Local redness on the workpiece surface | a) The remaining parts of the oxidation spot are glued and cleaned b) The workpiece is glued and polished | a) Extend the polishing time or increase the concentration of cleaning agent. b) Maintain gaps between the work pieces.
|
E. Test
1. The workpiece shall be kept at room temperature for not less than 24 hours before it is placed in a salt spray chamber to test its corrosion resistance.
F. Standard work
1. Operating place and environment: polishing fluid must be carried out in a well-ventilated area. Do not work in closed workshops, fire sources, high-risk areas and places with serious air pollution.
2. Tank material: plastic with acid, alkali and corrosion resistance, or special plastic tank for chemical industry.
3. Fixture or fixture material: with acid, alkali, corrosion resistant plastic, titanium, stainless steel 316
4. Filtration: necessary use (to increase the life of the polishing fluid)
5. Stirring: no necessary
6. Exhaust device: it is recommended for the health of workers
7. Labour protection appliance: workers are required to wear rubber gloves, masks, protective clothing and other commonly used protective appliances when using chemicals during operation.
Category | Product feature |
Product name | VCI- 701(A) |
Product appearance | Light green transparent liquid |
pH value | 0.0~1.0 |
Density(20℃) | 1.100~1.200 |
1. Please read the MSDS and product manual carefully before using the product.
2. In order to avoid harm to people and the environment, please refer to <GB31573-2015> or local environmental management standards to treat waste liquid.
1. Packing by <SH 0164-92>, plastic drum packing, 25kg/ barrel.
2. Store in a ventilated, cool and dry place at a storage temperature of 5 ~ 45℃, avoid direct sunlight, valid for 12 months.
3. In order to avoid supply problems, a certain amount of inventory should be kept. We recommend that 300kg of vCI-701 (A) be retained per 1000L tank.
We guarantee the quality of our products. However, if it is caused by improper use by the user, it is not covered by the warranty. If you have any questions, our technical service staff will answer them at any time.









Данные ресурс не является интернет-магазином, а лишь содержит ссылки на международную торговую площадку Alibaba.com